
Solutions for Vertical handling and transportation
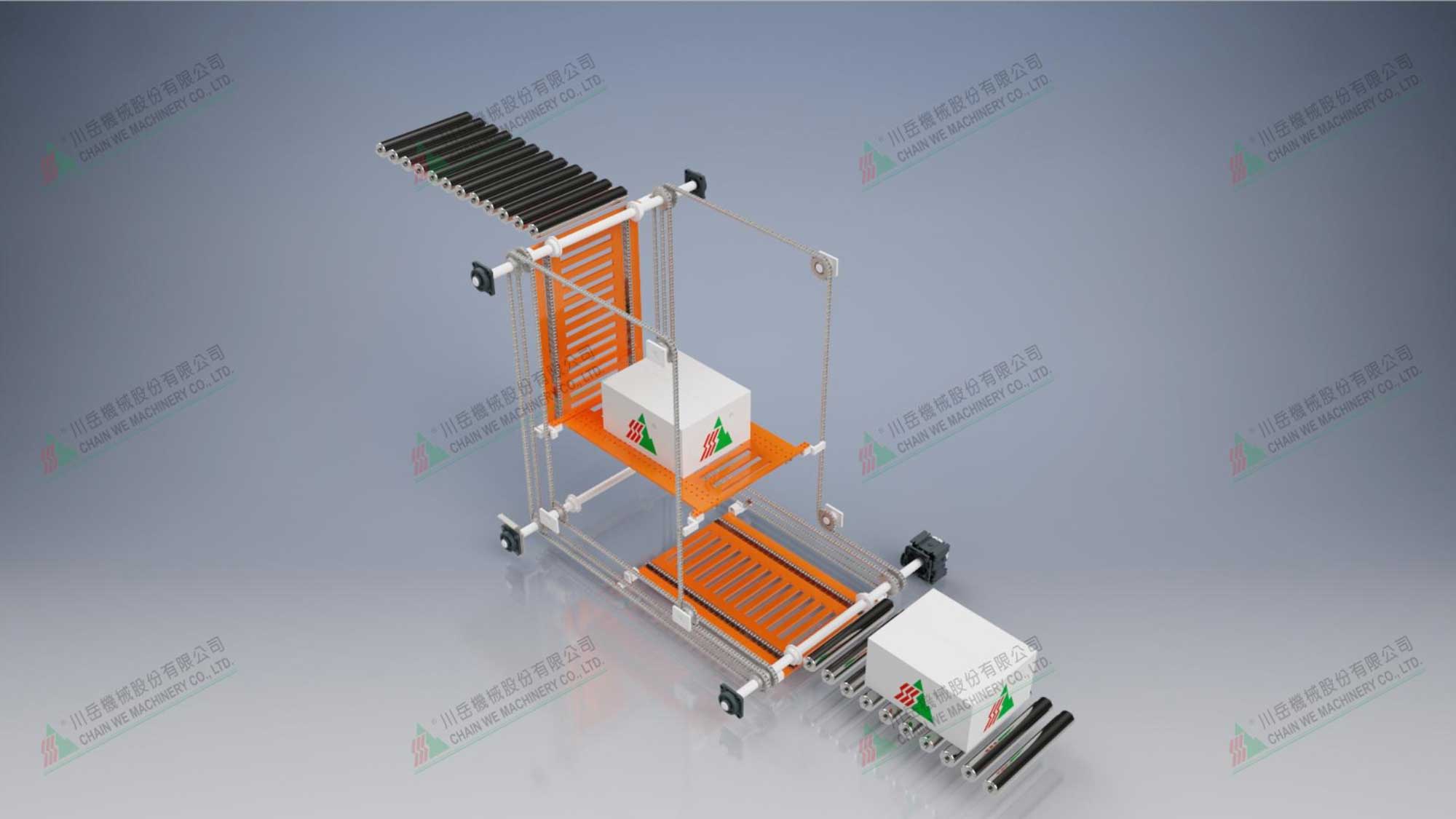
Chain We Machinery offers efficient, flexible, reliable, and low-maintenance solutions for transporting goods between different floors with our vertical conveyors. Designed and manufactured to meet modern industrial needs, our vertical conveyors provide the best internal logistics solutions across various industries. Chain We’s cross-floor lifts combine robust design with smart technology, seamlessly integrating into existing logistics systems. Our continuous vertical conveyors can quickly lift containers, boxes, pallets, packages, sacks, cartons, and more between two floors, achieving a fully automated conveying process.


- Material: Made from high-strength steel to ensure structural stability and durability.。
- Customization: Sizes can be customized to meet different space and handling requirements.
- Conveying Speed: Adjustable conveying speed to ensure smooth material transport.
- Lifting Range: Customizable lifting range suitable for vertical transport across multiple floors.
- Overload Protection: Built-in overload protection mechanism to prevent equipment from overloading.
- Emergency Stop: Equipped with an emergency stop button to ensure operational safety.
- Space-Saving: Vertical design effectively utilizes space, ideal for environments with limited space.
- Cost Reduction: High efficiency and low maintenance requirements help businesses reduce operational costs.
Chain We Machinery’s continuous vertical conveyors are widely used in various industries:
- Manufacturing: Vertical transport of parts and finished products.
- Logistics: Efficient handling of packages and goods.
- Warehousing: Vertical access to inventory items.
Chain We Machinery’s continuous vertical conveyors not only lead in technology but can also be customized to meet specific customer needs, providing the best vertical transport solutions. If you have any questions or need further technical support, feel free to contact our team.


